精密板金の工夫
2019年1月31日
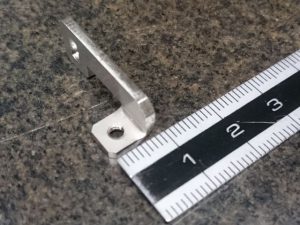
材料データ:SUS304 t2.0
内寸7mmの立ち上げのセンター位置にM3のタップ加工をする製品。
タップ加工の位置が曲げから近く、加工時に穴が変形してしまう為に単純に「穴あけ」→「M3タップ」→「曲げ」と言う加工はNG。
「最小の下穴」→「曲げ」→「ボール盤加工」→「タップ」で進める事に。ただしその場合も部品が小さい事や曲げた先の形状で不安定な為、いかにして「曲げ」後の加工をするか、安全で安定した加工が出来る様に皆で意見を出し合い治具を設計。

出来た物を見てしまえば単純と思える事も、あらゆる加工をして来た経験から出て来るアイデアが多く、お客様へのコスト削減の提案に繋がる事も数多く御座います。
難しいお題でも皆で知恵を絞り、出来る限りお客様の要望に応えられる様に工夫をして行く。
創業以来変わらぬハイ・テックの姿勢です。